-

济南如特科贸有限公司
主营:可燃/有毒气体报警器,可燃/有毒气体探测器,可燃/有 - 15665713577

济南如特科贸有限公司
主营:可燃/有毒气体报警器,可燃/有毒气体探测器,可燃/有 11
11
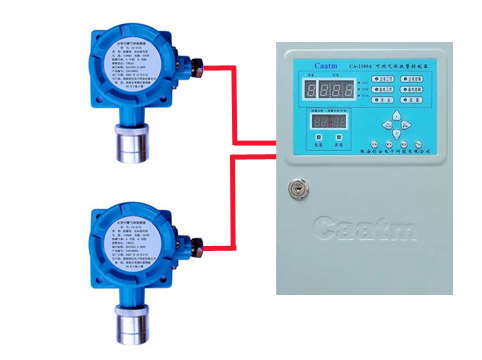
酒精报警器广泛应用于酿造企业、燃气、石油、化工、冶金等存在易燃、易爆、毒性气体的危险场所,减少了各类大大小小的安全生产事故,**了工人身体健康和生命安全,让企业和员工的关系更加和谐,为企业节约了资金,直接受益的是企业。
酒精报警器运用LED液晶显示技术,全中文菜单方便操作。并设有黑匣子功能,可以查询历史报警,掉电不丢失;主备电源自动转换,自动给备用电池充电;报警**于故障,探测器故障报警;报警保持,有较先报警通道指示;打印机输出,可以打印系统里面报警、故障信息。
【服务热线:0531-58966978王 Q 】
酒精报警器技术参数:
检测原理:催化燃烧式
工作方式:自动巡检
检测量程:0-**LEL(爆炸下限)
分辨率:1%LEL
响应时间:≤15s
检测精度:不**过±3%LEL
相对湿度:30%~95%
传感器寿命:3年
通信距离:﹤1000米
报警声音:110声音报警,120声音故障
进线接口:1/2英寸内螺纹
相对湿度:30%-95%
通信方式:继电器输出